Introduction
If you've spent time around plastic manufacturing, you've probably heard "thermoforming" and "vacuum forming" used interchangeably—but they don't mean the same thing, and mixing them up can lead to the wrong process choice for your project.
The distinction has real consequences: it directly affects tooling cost, part complexity, lead time, and production volume. Getting it wrong early means revisiting decisions that are expensive to reverse. This article covers clear definitions, a side-by-side comparison, and guidance on choosing the right method for your application.
Key Takeaways
- Thermoforming is the broad category; vacuum forming is one method within it, alongside pressure forming and twin-sheet forming
- Vacuum forming uses suction to pull heated plastic over a single-sided mold; it's the simplest and most cost-effective thermoforming method
- Best for shallow parts and low-to-medium volumes where tooling cost and turnaround time are the deciding factors
- Pressure forming and twin-sheet forming deliver sharper features and structural complexity, but require higher tooling investment
- When part geometry is simple and volume is modest, vacuum forming wins on cost; when detail and strength matter, pressure or twin-sheet forming closes the gap
Thermoforming vs Vacuum Forming: Quick Comparison
| Factor | Thermoforming (Broad Category) | Vacuum Forming (Specific Method) |
|---|---|---|
| Process Mechanism | Uses heat plus pressure, vacuum, or mechanical force to shape plastic sheets over molds | Uses atmospheric vacuum pressure (14.7 psi) to pull heated plastic over a single-sided mold |
| Tooling Cost | Varies by method; pressure forming requires more complex, higher-cost tooling | Lower-cost molds (wood, polyurethane, or aluminum) |
| Part Complexity | Advanced methods (pressure, twin-sheet) handle sharp edges, undercuts, double-walled structures | Best for shallow geometries with smooth, single-surface contours |
| Production Volume | Scales from prototype runs to high-volume automated production | Highly efficient for prototypes, short runs, and medium volumes |
| Best Applications | Complex automotive panels, medical enclosures, hollow structural parts | Packaging, enclosures, trays, custom covers |
What is Thermoforming?
Thermoforming is a manufacturing process where a thermoplastic sheet is heated to a pliable state, then shaped over or into a mold using pressure, vacuum, or mechanical force. Once shaped, the part is cooled and trimmed to its final form. Among plastic manufacturing processes, it stands out for lower tooling costs compared to injection molding, faster prototyping cycles, and strong design flexibility.
According to Grand View Research, the global thermoformed plastics market was valued at $14.79 billion in 2023 and is projected to reach $20.66 billion by 2030, growing at a 4.9% CAGR. This growth is driven heavily by healthcare, pharmaceutical packaging, and metal replacement in industrial applications.
The Three Main Subtypes
Thermoforming isn't a single process—it's a family of methods:
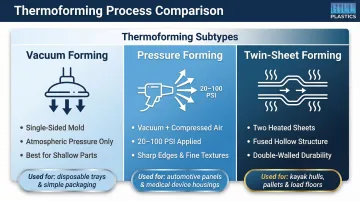
Vacuum Forming uses suction-based forming with a single mold. Atmospheric pressure forces the heated plastic against the mold contours.
Pressure Forming combines vacuum suction with positive air pressure (20 to 100 psi) applied from above. This higher pressure forces the plastic tightly against the mold, enabling sharp edges, crisp details, undercuts, and molded-in surface textures that rival injection molding.
Twin-Sheet Forming heats two separate plastic sheets simultaneously and draws them into two female molds. The molds are pressed together, and the sheets are pressure-welded at designated perimeter points to create a single, hollow, double-walled structure—ideal for air ducts, pallets, and enclosures.
Core Operational Advantages
Thermoforming offers several strategic benefits:
- Lower upfront tooling costs: Thermoforming tooling costs 70% to 90% less than injection molding tooling, with typical tools ranging from $5,000 to $50,000
- Material flexibility: Accommodates a wide range of thermoplastic materials
- Prototyping and production: Suitable for both design validation and full production runs
- Recyclability: Excess trim material (often 25% to 70% of the sheet) is recyclable
Thermoforming works best for relatively large parts with moderate complexity. It's the preferred choice for custom enclosures, industrial covers, and OEM components when production volumes fall below the threshold that justifies injection molding tooling costs.
Use Cases of Thermoforming
Thermoforming fits into a manufacturer's process across multiple stages:
- Prototyping new product designs
- Producing custom enclosures for electronics or industrial equipment
- Creating interior panels for vehicles
- Manufacturing medical housings and aerospace cabin components
The industries that depend on thermoforming span a broad range of applications:
| Industry | Example Parts |
|---|---|
| Aerospace | Bulkhead panels, tray tables |
| Automotive | Door panels, bumpers |
| Medical | Imaging enclosures, hospital bed parts |
| Telecommunications | Radomes, equipment enclosures |
| Industrial/OEM | Custom covers, machinery housings |
Hill Plastics has served all of these segments for over 45 years, producing custom thermoformed parts across a wide range of sizes using machines from 2'x3' to 5'x9'.
What is Vacuum Forming?
Vacuum forming is the most fundamental and widely used subtype of thermoforming. A plastic sheet is clamped in a frame, heated until pliable, then positioned over a single-sided mold.
From there, a vacuum pulls the sheet tightly against the mold's contours. Once cooled, the part is removed and trimmed to specification.
Key Advantages
Vacuum forming offers several distinct benefits:
- Reduces tooling costs by requiring only a single-sided mold
- Uses simpler, less expensive machinery than pressure or matched-die forming
- Delivers fast cycle times for quick production turnaround
- Supports low-cost prototyping with wood or polyurethane tooling
Material Compatibility
Vacuum forming works with a broad range of thermoplastics:
| Material | Forming Temp | Key Characteristics |
|---|---|---|
| ABS | 150–180°C | Impact resistance; standard for structural parts; requires drying |
| HIPS | 140–170°C | Lightweight, cost-effective; used for food trays and displays |
| PETG | 130–160°C | High clarity; very low warp; food-safe; hygroscopic |
| Polycarbonate | 180–230°C | Maximum toughness; highly hygroscopic (must be pre-dried) |
| Acrylic (PMMA) | 160–185°C | Only extruded acrylic is suitable; excellent clarity for displays |
Note that hygroscopic materials like PETG and polycarbonate require pre-drying before forming to prevent surface defects.
Limitations to Consider
Vacuum forming isn't ideal for:
- Parts requiring sharp internal corners
- Deeply undercut features
- Highly textured surfaces
- Applications demanding tight wall thickness consistency
These applications call for pressure forming or mechanical forming instead.
Use Cases of Vacuum Forming
Where vacuum forming does excel is in applications that prioritize speed, accessible tooling costs, and design flexibility. It fits best in manufacturing scenarios requiring:
- Rapid prototyping with low-cost tooling
- Packaging inserts and custom trays
- Single-surface enclosures and covers
- Contoured panels where one finished surface is sufficient
It's widely used across industries including consumer packaging (clamshells, food trays), automotive (interior trim, ventilation covers), aerospace (cabin components, seat parts), medical (device housings, sterile packaging), and industrial enclosures where fast turnaround is a priority.

Thermoforming vs Vacuum Forming: Which Process is Right for Your Project?
Key Evaluation Factors
Before selecting a forming process, engineers and buyers typically weigh five variables. Getting these right upfront prevents costly tooling changes later:
- Part geometry: Depth of draw, surface detail, and feature complexity determine whether vacuum pressure alone is sufficient or whether pressure forming's higher force is needed.
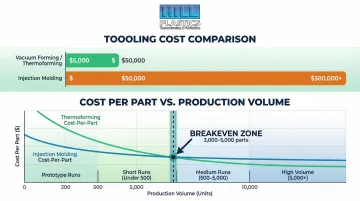
- Production volume: Prototype quantities, short runs (under 500 parts), medium runs (500–5,000), and high-volume production (5,000+) each shift the cost-per-part math.
- Budget: Both tooling investment and per-part cost matter—especially when calculating total cost of ownership across a full production run.
- Material requirements: Sheet thickness and specific properties (chemical resistance, UV stability, impact resistance) can rule out certain processes entirely.
- Lead time: Urgent prototypes favor vacuum forming's faster tooling; standard production schedules allow for more process options.
Situational Recommendations
Choose vacuum forming when you need:
- Fast turnaround
- Low tooling cost
- Single-surface parts with smooth or moderate detail
- Low-to-medium production volumes (typically under 3,000–5,000 parts)
Choose pressure forming when:
- Parts require sharp corners
- Embossed textures are needed
- Higher visual quality is essential
- Part complexity demands tighter tolerances
Choose twin-sheet forming when:
- Parts need to be hollow
- Double-walled construction is required
- Structural rigidity on both sides is essential
Cost Structure Tradeoff
Vacuum forming's lower initial tooling cost makes it ideal for prototypes and custom runs. Typical thermoforming tools range from $5,000 to $50,000, which sets a break-even point where thermoforming makes financial sense for runs under 3,000–5,000 parts.
At very high volumes, per-part costs can shift the math toward pressure forming or automated configurations. The full picture requires calculating total cost of ownership: what you spend on tooling spread across your entire run, plus per-part cost at your target volume. A run of 500 parts at $8 each with $3,000 tooling looks very different from 5,000 parts at $3 each with $15,000 tooling.
The Value of Experience
Once you've mapped your geometry, volume, and budget, the process choice usually becomes clear—but edge cases exist where the wrong call means retooling mid-run. Working with a shop that runs multiple forming configurations in-house removes that guesswork.
Hill Plastics has operated eight thermoforming machines (2'x3' up to 5'x9') from its Lewisville, TX facility since 1977. Brad and Cody Hill's team works with clients from initial design through material selection and production, drawing on over four decades of OEM experience to match the right process to the right application—before tooling begins.
Industries and Real-World Applications
Aerospace Cabin Interiors
Heavy-gauge thermoforming has become the standard for aerospace cabin interiors due to its ability to produce large, lightweight, precisely-contoured parts with fast turnaround and consistent quality. Hagans Plastics fabricated custom vacuum-thermoformed seat backs for Virgin America using KYDEX 6565, a flame-retardant material meeting FAA standards.
Common applications:
- Seat covers and backs
- Tray tables
- Overhead compartments
- Window trims
- Interior wall panels
Hill Plastics has served aerospace customers including Southwest Airlines and Enflite, producing precision thermoformed components for aircraft interiors.
Telecommunications Enclosures and Radomes
Plastics are used for radomes because they're electromagnetically transparent (low dielectric constant) and protect antennas from weather and wind. Universal Plastics manufactures custom thermoformed plastic radomes up to 7' x 9' x 36" deep using UV-grade ABS and TPO.
Materials like Boltaron 4550 and KYDEX are frequently used for outdoor radomes due to their low water absorption, UV resistance, and stable RF performance. For customers like CommScope and Antenna Products, Hill Plastics produces custom radomes and equipment housings built to withstand outdoor environments.
Medical Device Housings and Sterile Packaging
Thermoforming provides biocompatible, sterilizable packaging and durable equipment housings. Applications include surgical trays, MRI/CT enclosures, diagnostic device housings, and sterile barrier systems.
Hill Plastics works with medical customers including Pearson Medical and LifePort, producing components that meet biocompatibility and sterile barrier requirements for healthcare OEM applications.
Industrial Enclosures and Machinery Covers
Thermoforming frequently replaces sheet metal and fiberglass for large industrial covers, offering lighter weight, lower tooling costs, and molded-in colors that don't require painting.
Common industrial applications include:
- Equipment covers and machine guards
- Control panel housings
- Operator station enclosures
- Agricultural and heavy equipment shrouds
Process selection matters here: a flat cover with rounded edges is typically a good candidate for vacuum forming, while a housing requiring sharp surface texture or undercut features may need pressure forming. Hill Plastics operates eight thermoforming machines from 2'x3' to 5'x9', plus a 4'x7' rotary machine that runs 2.5 times faster than standard single-station machines, making it practical for both short prototype runs and high-volume OEM production.

Conclusion
Thermoforming is the process family; vacuum forming is the most accessible and cost-efficient method within it. It works well when your project prioritizes low tooling cost and fast turnaround over fine surface detail. Pressure forming and twin-sheet forming are there when the design demands more.
The method you choose shapes tooling investment, part quality, lead time, and per-part costs at volume. If you're unsure which process fits your application, talk to a manufacturer before committing to tooling. Hill Plastics has been guiding OEM engineers and product developers through exactly these decisions since 1977 — helping match the right thermoforming process to the right application from the start.
Frequently Asked Questions
What is the difference between thermoforming and vacuum forming?
Thermoforming is the broad category of plastic forming processes that includes vacuum forming, pressure forming, and twin-sheet forming. Vacuum forming is one specific method within that category that uses vacuum pressure and a single-sided mold to shape heated plastic sheets.
What is vacuum forming?
Vacuum forming is a thermoforming process where a heated plastic sheet is pulled over a mold using atmospheric vacuum suction, then cooled and trimmed into a finished part. It's valued for its simplicity, low tooling cost, and fast turnaround — making it a practical choice for prototypes and low-to-medium volume production.
What is thermoforming used for?
Thermoforming is used across packaging, automotive panels, aerospace cabin components, medical device housings, industrial enclosures, and OEM parts. Compared to injection molding, it offers lower tooling costs and greater design flexibility for medium-volume production runs.
How much does thermoforming cost?
Thermoforming costs vary based on mold material, part size, material choice, and production volume. Vacuum forming typically has the lowest tooling entry cost of all thermoforming methods, ranging from $5,000 to $50,000.
How thick can plastic be for vacuum forming?
Vacuum forming can typically process plastic sheet thicknesses ranging from very thin gauge (under 1.5mm for packaging) up to heavy gauge (6mm or more for industrial parts). The upper limit depends on the machine's heating capacity and the material's forming characteristics.
What is the best material for vacuum forming molds?
Mold material depends on production volume: wood and polyurethane are common for prototypes and short runs due to low cost and fast fabrication. Machined aluminum is preferred for high-volume production because of its durability and ability to hold tight tolerances over many cycles.