Introduction
In vacuum forming, material choice for clear parts is often treated as interchangeable—but PETG, polycarbonate, and acrylic each behave very differently under heat, vacuum pressure, and real-world conditions. Picking the wrong one can mean costly rework, failed parts, or products that crack, yellow, or cloud in use.
The differences run deeper than looks. A PETG part that forms beautifully in deep draws might yellow outdoors within months. A polycarbonate shield that survives high-impact testing can bubble and craze if moisture isn't managed during forming. An acrylic display with flawless optical clarity may shatter under stress that PETG would absorb without issue.
Clarity retention, impact resistance, processing requirements, and total cost all vary by a wide margin across these materials — and the wrong choice compounds quickly at production volume.
What follows breaks down each material's real-world behavior in the forming process and helps you match the right one to your application.
Key Takeaways
- PETG is the go-to clear plastic for vacuum forming: easy to form, FDA-approved, and cost-effective
- Polycarbonate has the highest impact resistance and heat tolerance, but needs pre-drying and tight temperature control
- Acrylic gives the best optical clarity and UV resistance, though it's brittle and struggles with deep draws
- HIPS and PVC are budget options with translucent finishes suited to non-optical applications
- Material choice comes down to your clarity needs, structural demands, draw complexity, and budget
What Makes a Plastic Suitable for Clear Vacuum Forming
Successful clear vacuum forming relies on four material properties:
- Forming temperature window — how easily the material stretches without degrading
- Optical clarity retention — resistance to hazing or crystallizing during heat cycles
- Shrinkage predictability — consistent rates allow accurate mold sizing
- Hot melt strength and extensibility — determines how well the material reproduces fine mold detail
Clear plastics are less forgiving than opaque ones. Moisture, uneven heating, or forming stress can introduce bubbles, haze, or stress whitening — defects that are immediately visible in a transparent part.
Trapped moisture in hygroscopic plastics expands into vapor during heating, causing blisters and bubbles in the formed sheet. Uneven heating creates webbing or bridging — folds of excess plastic at corners where the vacuum couldn't pull the material down fully.
Most clear plastics fall into three tiers:
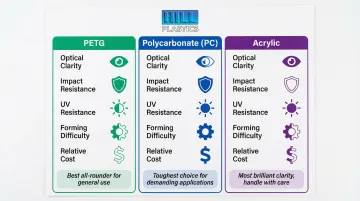
- Premium performance: Polycarbonate (highest impact and heat resistance)
- Balanced performance: PETG and Acrylic (excellent clarity, formability, mid-range cost)
- Budget/partial clarity: HIPS and PVC (translucent, cost-effective for non-optical uses)

The sections below break down each material's strengths, limitations, and ideal applications.
The Best Clear Plastics for Vacuum Forming
The materials below are evaluated on optical clarity, impact resistance, formability, cost, and suitability for common vacuum-formed applications.
PETG (Co-Polyester)
PETG is the most reliable clear plastic for vacuum forming. This glycol-modified form of PET combines excellent clarity, high impact resistance, and outstanding thermoformability (including deep draws and intricate detail) without requiring pre-drying.
Key differentiators make PETG especially attractive:
- FDA-approved for food contact and medical applications (21 CFR 177.1315)
- Resistant to acids and alcohols
- Can be sterilized
- Shorter processing cycles vs. polycarbonate
- Easily bonded, machined, or decorated after forming
| Attribute | Details |
|---|---|
| Key Properties | Excellent clarity; high impact resistance (101 J/m Izod notched); 0.40-0.50% shrinkage; forming range 135-155°C (275-310°F); no pre-drying required |
| Typical Applications | Food packaging trays, medical device housings, point-of-sale displays, pharmaceutical blister packs, sight glasses |
| Forming Considerations | Well-suited to deep draws (1.5-2.5:1 ratio) and complex geometries; UV-sensitive (requires UV-capped grades for outdoor use); lower heat resistance than PC |
Takeaway: PETG is the most forgiving clear plastic for thermoforming, offering excellent impact strength and eliminating the need for pre-drying, though exterior applications require UV-stabilized grades.
Polycarbonate (PC)
Polycarbonate (known by trade names like Lexan and Makrolon) delivers the highest impact resistance of any clear thermoplastic available for vacuum forming, along with high heat tolerance and excellent light transmission. For safety-critical and high-stress applications, no clear plastic comes close on pure structural performance.
Key processing challenges set PC apart:
- PC is hygroscopic and must be thoroughly dried at 120-125°C (250°F) for 2-30 hours depending on thickness—4 hours for 2mm sheets, 12 hours for 4mm sheets—to prevent bubbles and surface defects
- Requires precise temperature control to avoid stress whitening or crazing
- Better suited to simpler geometries than PETG
BPA Note: Standard polycarbonate contains Bisphenol A (BPA). The FDA currently considers BPA safe at levels occurring in foods and authorizes its use in food containers, though it is not recommended for baby bottles. The European Food Safety Authority (EFSA) reduced the tolerable daily intake for BPA in 2023, citing health concerns.
| Attribute | Details |
|---|---|
| Key Properties | Highest impact resistance of any clear thermoplastic (12-16 ft-lb/in Izod notched); 0.5-0.7% shrinkage; mandatory pre-drying; forming temps 171-193°C (340-380°F); UV-stable but can yellow over time without UV-capped grades |
| Typical Applications | Skylights, machine guards, aerospace trim, helmet visors, medical viewing windows, safety shields |
| Forming Considerations | Expensive relative to PETG/acrylic; complex geometries increase difficulty; contains BPA (relevant for food/beverage); may crack under chemical exposure |
Takeaway: PC is the right call for impact-resistant structural parts, provided fabricators follow pre-drying schedules precisely to prevent moisture bubbling.
Acrylic (PMMA)
Acrylic (also known as Plexiglas, Perspex, and PMMA) is the clearest of the three primary clear plastics, offering superior optical transmission (92% visible light) and excellent UV and weather resistance. This makes it well-suited for signage, display, and outdoor applications where visual quality is the top priority.
Trade-offs are significant:
- More brittle than PETG or PC—prone to shattering under impact (0.3 ft-lb/in Izod notched)
- Can crack or distort at high forming temperatures
- Sensitive to common chemicals (alcohols, ketones)
- Shrinkage can be high (up to 6% for extruded grades, primarily in extrusion direction)
- Pre-drying at 80°C for 24 hours recommended if exposed to high humidity
For applications where optical clarity outweighs impact requirements, acrylic offers 92% light transmission at a mid-range price point that neither PETG nor PC can match.
| Attribute | Details |
|---|---|
| Key Properties | Highest optical clarity (92% light transmission); excellent UV and weathering resistance; <3% to 6% shrinkage; forming temp 135-175°C (275-350°F); conditional pre-drying |
| Typical Applications | Signs, retail displays, light diffusers, roof domes, instrument covers, point-of-purchase displays, aquarium panels |
| Forming Considerations | Brittle—prone to cracking or shattering during fabrication; sharp edges if fractured; avoid deep draws or sharp radii (1.2-2.0:1 safe draw ratio); can distort at excessive heat |
Takeaway: PMMA is ideal for outdoor applications requiring pristine optical clarity and natural UV resistance, provided the part design accommodates its lower impact strength.
Budget Alternatives: HIPS and PVC
HIPS (High-Impact Polystyrene) and PVC are translucent or semi-clear rather than optically clear, but both are widely used in vacuum forming when full transparency is not required. Lower cost and excellent formability are the draw.
HIPS
HIPS is FDA-compliant (21 CFR 177.1640 for food contact), easy to form with low shrinkage (0.3-0.5%), and widely used for disposable packaging and display trays. It cannot achieve true transparency (inherently translucent or opaque white) and has poor UV resistance for outdoor use.
PVC
PVC offers good chemical resistance, flame retardancy (achieves UL 94 V-0 ratings), and is well-suited to packaging and machine guards. It is semi-clear but highly susceptible to webbing and bridging if overheated or if vacuum flow is insufficient.
| Attribute | Details |
|---|---|
| Key Properties | HIPS: translucent clarity, low cost, 0.3-0.5% shrinkage, FDA-compliant, poor UV resistance, excellent draw ratio (2.0-3.5:1). PVC: semi-clear, low cost, flame-retardant, good chemical resistance |
| Typical Applications | HIPS: packaging trays, presentation inserts, toys, displays. PVC: packaging, car trim, machine guards, electronics housings |
| Forming Considerations | Neither is a first choice for high-clarity applications; HIPS yellows outdoors; PVC can web during forming; both are cost-effective at high volumes |
How to Choose the Right Clear Plastic for Your Application
Material selection should start with the end-use environment:
- Outdoor vs. indoor: UV exposure requires acrylic or UV-capped PETG/PC
- Food/medical contact: FDA approval required—PETG and specific HIPS grades comply
- High-impact or safety-critical use: PC is likely the answer
- Primarily visual/display applications: Acrylic may be optimal
Draw Depth and Part Geometry
PETG handles deep draws and complex forms far better than acrylic or PC. For simple geometries like flat covers or shallow trays, all three perform well.
| Material | Typical Safe Draw Ratio | Forming Characteristics |
|---|---|---|
| HIPS | 2.0 - 3.5:1 | Excellent flow, widely used for deep draws |
| PETG | 1.5 - 2.5:1 | Deep-draw capable, captures fine detail easily |
| Polycarbonate | 1.5 - 2.0:1 | Good hot strength, but prone to stress whitening if over-stretched |
| Acrylic | 1.2 - 2.0:1 | Stiffer and more brittle; requires generous radii to avoid cracking |
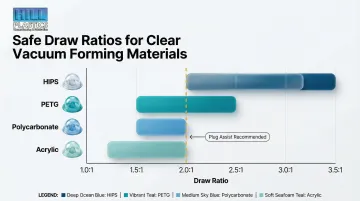
For draws exceeding a 2:1 ratio, PETG and HIPS are the preferred choices. When ratios approach that threshold, plug assists are recommended to maintain uniform wall thickness and prevent corner blowout.
Cost vs. Performance Trade-Offs
General cost ranking (low to high): HIPS/PVC → PETG → Acrylic → PC
Higher-cost materials often reduce secondary operations (e.g., no drying time for PETG) and reject rates, offsetting upfront material cost.
Use-Case Alignment
Common applications by material:
- PETG: Medical trays, food-contact packaging, protective face shields, pharmaceutical blister packs
- Polycarbonate: Aerospace trim, safety shields, helmet visors, machine guards
- Acrylic: Telecom signage, retail displays, enclosure windows, point-of-purchase displays
Hill Plastics' engineering team (Brad Hill and Cody Hill) can help match the right material to your specific part geometry, environment, and production requirements.
Key Processing Considerations for Clear Plastics
Pre-Drying for Hygroscopic Materials
Both PC and acrylic absorb moisture from the air, and forming without drying leads to bubbles, surface haze, and structural defects.
Recommended drying guidance:
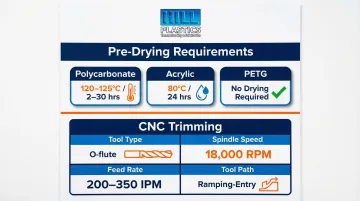
- Polycarbonate: 120-125°C (250°F) for 2-30 hours depending on gauge (4 hours for 2mm, 12 hours for 4mm)
- Acrylic: 80°C for 24 hours if sheets have been improperly stored or exposed to high humidity
- PETG: No pre-drying required—cutting processing time and energy costs compared to PC or acrylic
Sheet Gauge Ranges
Clear plastics are generally vacuum formed in sheet gauges ranging from 0.030" (thin-gauge packaging) up to 0.250" or more (heavy-gauge structural parts). Thicker sheets allow for deeper draws but require longer heating cycles and more precise temperature uniformity across the sheet.
Typical gauge ranges:
- Thin-gauge: <1.5mm or <0.060" (roll-fed, high-volume packaging)
- Heavy-gauge: 1.5mm to 9.5mm / 0.060" to 0.375" (sheet-fed, structural parts)
CNC Trimming and Edge Finishing
All three primary clear plastics can be trimmed by CNC routing to maintain edge clarity. Trimming PETG and acrylic requires solid carbide single-edge O-flute router bits to prevent crack propagation and melting.
Optimized routing parameters for PETG/PMMA:
| Parameter | Recommendation |
|---|---|
| Tool Type | Solid carbide single-edge O-flute router bits |
| Spindle Speed | 18,000 RPM |
| Feed Rate | 200-350 inches per minute (for ≤1/4" diameter tools) |
| Tool Path | Ramping entry (no plunging); loop outside corners to prevent dwelling |
V and Z flute tools cause crack propagation in PETG — stick with O-flute bits for fast, single-pass cuts that prevent heat buildup and gumming.
Chemical Compatibility
Tooling choices aren't the only post-forming concern. Each material reacts differently to cleaners, adhesives, and decorating processes:
- Acrylic: Incompatible with solvent-based cleaners (acetone, MEK) and alcohols — these cause crazing and surface damage
- PETG: Tolerates a broad range of adhesives and is compatible with most screen-printing and decorating processes
- Polycarbonate: Similar flexibility to PETG; compatible with most industrial adhesives and moderate cleaning agents
Conclusion
The three primary clear plastics for vacuum forming—PETG, polycarbonate, and acrylic—each serve a distinct tier of performance, formability, and cost. No single material is universally "the best." The right choice depends on application demands: UV exposure, impact requirements, draw depth, FDA compliance, and budget.
Working with an experienced vacuum forming partner reduces the risk of material selection errors, especially for complex part geometries or regulated industries like aerospace or medical. Hill Plastics has provided custom thermoformed parts since 1977, giving their engineering team the depth to navigate these tradeoffs across industrial, medical, aerospace, and OEM applications.
Their sales and engineering team evaluates each project against the factors that matter most:
- Cost and production volume
- Impact and load-bearing requirements
- UV and chemical resistance needs
- Regulatory compliance (FDA, aerospace specs)
- Draw depth and part geometry complexity
Ready to discuss your clear plastic vacuum forming requirements? Contact Hill Plastics at sales@hillplastics.com or 972-436-9717 to talk through material selection, tooling, and production options for your next project.
Frequently Asked Questions
What is the best clear plastic for vacuum forming?
PETG is the best overall clear plastic for vacuum forming, combining high clarity, excellent formability, FDA approval, and competitive cost. PC is preferred when maximum impact resistance or heat tolerance is required, and acrylic is preferred when optical clarity and UV resistance are the top priorities.
Is polycarbonate good for vacuum forming?
Yes, PC is a viable but demanding material to vacuum form. It delivers exceptional strength and clarity but requires pre-drying, precise temperature control, and is better suited to simpler geometries — experienced thermoformers regularly use it for aerospace, safety, and medical applications.
What is the best plastic for vacuum forming visors?
Polycarbonate is the standard choice for safety visors and shields due to its impact resistance and optical clarity, meeting ANSI/ISEA Z87.1 requirements. PETG is used for lighter-duty protective face shields and personal protective equipment where cost and formability are higher priorities.
What material is used for vacuum-formed custom trays?
PETG is the most common material for vacuum-formed custom trays—especially in food, medical, and pharmaceutical applications—due to its FDA approval, sterilizability, impact resistance, and ability to form precise, deep-draw tray geometries without cracking.
What plastics are food safe for vacuum forming?
PETG, HIPS, and polypropylene (PP, per 21 CFR 177.1520) are all FDA-approved for food contact when vacuum formed. Standard PC contains BPA and is not recommended for direct food contact.
What thickness of plastic can be vacuum formed?
Thin-gauge forming works with sheets from 0.010" to 0.080" (0.25mm to 2mm) for packaging and blister applications, while heavy-gauge thermoforming handles 1.5mm up to 9.5mm or more for structural parts, enclosures, and industrial components.