Introduction
Modern vehicles contain far more plastic than most drivers realize. Dashboard panels, door trim, center consoles, exterior body panels, and under-hood air ducts are all thermoformed. Over the past few decades, thermoforming has displaced heavier metal parts across the vehicle—cutting weight, improving fuel efficiency, and extending EV battery range in the process.
Automotive OEMs and engineers face a persistent challenge: finding a manufacturing method that delivers lightweight parts, fits low-to-moderate production volumes, and handles large, complex geometries with Class A surface finishes. The alternatives each come with real drawbacks:
- Metal stamping adds weight and introduces corrosion risk
- Injection molding requires six-figure tooling that only pays off at massive volumes
- Fiberglass demands labor-intensive post-processing and produces inconsistent results
This article examines how thermoforming works in automotive contexts, which components it produces most effectively, which materials meet demanding automotive standards, and why it consistently outperforms injection molding and metal fabrication for specific automotive applications.
TLDR:
- Tooling costs run 70–90% lower than injection molding for large automotive parts
- Heavy-gauge process creates bumpers, dashboards, door panels, and structural components from 0.060" to 0.375" plastic sheets
- TPO, ABS, and PC/ABS all satisfy FMVSS 302 flammability and broader automotive standards
- EV manufacturers increasingly specify thermoformed parts to reduce weight and maximize battery range
How Thermoforming Works in Automotive Manufacturing
Thermoforming heats thermoplastic sheets until pliable, then uses vacuum, pressure, or mechanical force to shape them over a mold. This process excels at producing large, complex automotive parts because it requires far lower forming pressures than injection molding—typically 14.7 to 100 PSI versus injection molding's 10,000 to 30,000 PSI. Lower pressures mean simpler, less expensive tooling that can be manufactured from aluminum, composite materials, or even wood for prototyping.
Three distinct forming methods fall under this umbrella, each suited to different automotive applications.
Vacuum Forming vs. Pressure Forming vs. Mechanical Forming
Vacuum forming relies solely on atmospheric pressure (approximately 14.7 PSI) to draw heated plastic against a single-sided mold. This method produces large structural parts at 70-90% lower tooling costs than injection molding and works well for components where one surface will be hidden or non-cosmetic.
Pressure forming combines vacuum with compressed air (typically 20 to 50 PSI) to force plastic into mold cavities with exceptional detail. This process produces parts with sharper edges, tighter tolerances, and crisp surface details—including grained or textured finishes—that rival injection molding quality. Automotive manufacturers use pressure forming for Class A exterior panels and high-visibility interior components.
Mechanical forming uses positive and negative molds that physically shape the heated plastic through direct contact. Manufacturers choose this method when parts require matched-tool detail on both surfaces and tight dimensional control that vacuum alone cannot achieve.
Heavy-Gauge vs. Thin-Gauge Thermoforming
Heavy-gauge thermoforming uses thick plastic sheets ranging from 0.060" to 0.375" (and sometimes up to 0.500") to create durable, structural components. Thin-gauge thermoforming processes roll-fed material under 0.125" thick, typically for disposable packaging and consumer goods.
Bumper fascias, door panels, dashboard substrates, and engine compartment shields all fall into the heavy-gauge category. These structural and semi-structural parts demand impact resistance, thermal stability, and long service life that thicker materials deliver.
Typical Automotive Thermoforming Workflow
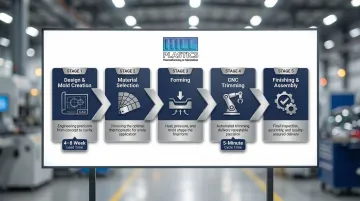
The production workflow for automotive thermoformed parts follows this sequence:
- Design and mold creation — Create CAD models and produce prototype tooling from wood or polyurethane (typical lead time: 4-8 weeks)
- Material selection — Technical teams evaluate thermoplastics based on heat exposure, impact requirements, UV stability, and regulatory compliance
- Forming — Heated plastic sheets are shaped over molds using the appropriate method for the part's surface and tolerance requirements
- CNC trimming — Robotic or automated CNC routers trim parts to exact specifications; advanced systems cut 24-minute trim cycles down to just 5 minutes
- Finishing and assembly — Secondary operations including heat bending, bonding, fastener installation, and quality inspection
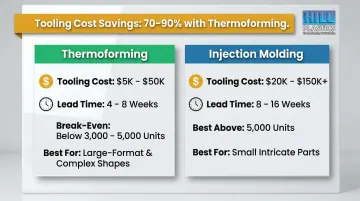
Tooling costs for thermoforming typically range from $5,000 to $50,000, compared to $20,000 to $150,000+ for injection molding. That cost gap makes thermoforming particularly attractive for low-to-moderate volume production runs, specialty vehicles, aftermarket accessories, and rapid prototyping before committing to expensive production tooling.
Key Automotive Components Made with Thermoforming
Thermoforming serves both interior and exterior automotive applications, with its strength-to-weight advantage driving widespread adoption. For every 100 kg reduction in vehicle weight, EV range increases by 10-11%—a critical performance factor that makes lightweight thermoformed plastic increasingly valuable.
Exterior Components
Common exterior thermoformed parts include:
- Bumpers and front fascias
- Fenders and body panels
- Hoods, spoilers, and grilles
- Wheel arch liners
For large exterior panels, thermoforming delivers the design flexibility and strength-to-weight ratio that injection molding can't match at a comparable cost.
For example, a thermoformed TPO front bumper fascia for a Renault vehicle achieved a Class A paint finish while delivering significant tooling cost savings for a low-volume run of 7,000 parts per year. The pressure forming process created the crisp details and smooth surfaces required for premium exterior applications without the massive investment injection molding would have demanded.
Interior Trim and Cabin Components
Interior thermoformed components include dashboard panels, door panels, center consoles, headliners, trunk liners, and seat back covers. Benefits include:
- Weight reduction of up to 25% compared to conventional materials
- Noise and vibration dampening properties
- Ability to achieve complex contoured shapes matching modern interior aesthetics
- Integration of mounting features, fastener bosses, and functional details in-mold
The 2025 Ford Lincoln Navigator and Expedition use thermoformed ABS substrates for a leather floor trim/cargo shelf system, dropping weight by approximately 25% versus conventional carpet and EVA systems while maintaining structural integrity.
Functional and Structural Subcomponents
Thermoforming produces critical functional parts including air ducts, intake manifolds, engine covers, lower shields, and engine compartment insulators. Twin-sheet thermoforming using cross-linked polyethylene foam creates automotive air ducts that are substantially lighter than solid PP blow-molded equivalents while offering superior acoustic dampening and lower heat conductivity.
Transport, Storage, and Assembly Applications
Beyond the vehicle itself, thermoforming supports the full supply chain and assembly process. Parts made for this category include:
- Dunnage trays and returnable pallets for component transport
- Assembly fixtures that hold precision tolerances during production
- In-vehicle organizers: cup holders, glove box inserts, center console trays, and trunk dividers
Custom-fit thermoformed trays protect high-value components during shipping while maximizing pallet space efficiency—a clear advantage over generic foam or corrugated packaging.
As vehicles incorporate more electronics, ESD-protected thermoformed packaging for sensors, ECUs, and battery management systems has become a fast-growing application. These trays must comply with ANSI/ESD S20.20 standards to prevent electrostatic discharge damage in transit—a requirement that's only intensifying as EV platforms expand.
Thermoplastic Materials Used in Automotive Thermoforming
Material selection depends on the specific demands of each part: heat exposure, impact resistance, UV stability, and surface finish requirements. The most commonly used thermoplastics in automotive thermoforming include:
| Material | Key Properties | Typical Applications |
|---|---|---|
| ABS | Impact resistance, color versatility, surface finish | Dashboard panels, center consoles, decorative bezels |
| PC/ABS Blends | Heat deflection up to 107°C, notched Izod impact 640 J/m | High-heat interior trim, structural panels |
| HDPE / PP | Toughness, fatigue resistance, chemical resistance | Wheel liners, dunnage, fluid containers |
| TPO | UV stability, low-temperature ductility, impact resistance | Bumper fascias, body panels, exterior cladding |
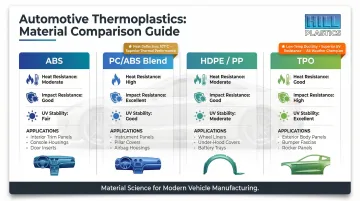
ABS dominates interior trim for good reason — it combines dimensional stability with a finish quality that accepts paint, texture, and chrome plating. Dashboard panels, center consoles, and bezels all benefit from its balance of stiffness and impact absorption.
For higher heat environments, PC/ABS blends are the preferred step up. SABIC's CYCOLOY MC8002 hits a Heat Deflection Temperature of 107°C at 1.82 MPa with a notched Izod impact of 640 J/m at 23°C — specs that matter when parts sit near HVAC vents or sun-exposed instrument panels.
HDPE and polypropylene handle the structural and chemical demands of underbody and cargo applications: wheel liners, returnable dunnage, and fluid-contact containers where long fatigue life matters more than surface aesthetics.
TPO is the dominant material for exterior applications. It holds up across temperature extremes and offers UV resistance and low-temperature ductility that standard polypropylene can't match — which is why it's the go-to for bumper fascias and body panels.
Automotive interior materials must comply with Federal Motor Vehicle Safety Standard (FMVSS) 302, which requires that any material within 13 mm of the occupant compartment air space shall not burn or transmit a flame front exceeding 102 mm per minute. Material formulations can be tailored to meet this threshold without sacrificing mechanical performance.
Why Thermoforming Outperforms Other Methods for Automotive Parts
Automotive manufacturers evaluate thermoforming against injection molding, metal stamping, and fiberglass. Thermoforming wins on specific criteria that matter most for large-format, low-to-moderate volume components.
Thermoforming vs. Injection Molding
Injection molding requires substantially higher tooling investment—typically $20,000 to $150,000+ compared to $5,000 to $50,000 for thermoforming—and is better suited for small, intricate, high-volume parts exceeding 5,000 units.
For large panels, enclosures, and complex-shaped components, thermoforming delivers clear advantages:
- Tooling lead time: 4–8 weeks vs. 8–16 weeks for injection molding
- Break-even volume: Total cost (parts + tooling) favors thermoforming below 3,000–5,000 units
- Part size: Thermoforming handles large-format components that injection molding can't accommodate economically
Thermoforming vs. Metal Stamping and Fiberglass
Thermoformed plastic parts are lighter by a measurable margin than equivalent metal components. This weight advantage directly translates to improved fuel efficiency in conventional vehicles and extended range in EVs. They also resist corrosion — no rust risk from road salt or moisture that shortens the service life of steel and aluminum parts.
Compared to fiberglass, thermoforming is faster and more consistent. Fiberglass requires hand lay-up or spray application, extended curing, and labor-intensive surface finishing. Thermoforming automates that process — producing repeatable parts with minimal post-processing waste.
Design Flexibility Advantage
Design flexibility is where thermoforming separates itself further. Surface textures, complex radii, undercuts, and integrated branding can all be built in-mold — eliminating the secondary finishing steps that add cost and time with metal or fiberglass. Pressure forming can replicate injection-molded surface detail, including grain patterns, logos, and functional features, without expensive steel tooling.
Hill Plastics supports this process with low-cost wood or polyurethane prototype tooling, so OEMs and engineers can validate designs before committing to production tooling. Their 4'x7' rotary thermoforming machine runs at cycle times 2.5 times faster than single-station machines — practical for both prototyping and higher-volume automotive production without inflating per-part costs.
The Future of Thermoforming in the Automotive Industry
The rise of electric vehicles is accelerating demand for thermoformed plastics. EVs require aggressive weight reduction to maximize battery range, and thermoformed plastic panels, battery enclosure components, and structural parts increasingly replace metal equivalents. The global automotive plastics market was valued at $33.02 billion in 2025 and is projected to reach $54.82 billion by 2033, growing at a CAGR of 6.8%.
Sustainability is reshaping automotive thermoforming. Recycled thermoplastics are increasingly specified by automakers — and the industry's own data shows how seriously that commitment is being taken:
- General Motors used approximately 17 million pounds of recycled plastic in 2021, primarily for wheelhouse liners, HVAC ducts, and center consoles
- BMW targets 40% secondary materials in thermoplastics by 2030, up from current levels
Thermoforming handles these recycled materials without sacrificing part quality — an advantage that injection molding can't always match at comparable cost.
On the production side, several advances are compressing cycle times and lowering the cost of model changes:
- Modular production lines allow faster reconfiguration between part families
- Robotic loading and unloading reduces labor dependency and improves repeatability
- Precision CNC trimming delivers tighter tolerances with less secondary finishing
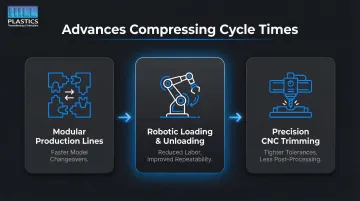
Together, these capabilities make thermoforming a practical fit for automotive programs that demand both speed and flexibility — particularly as OEMs push toward shorter model cycles.
Frequently Asked Questions
Are car bumpers thermoformed?
Yes, many modern car bumper fascias are thermoformed, especially in low-to-moderate volume and performance applications. Thermoforming produces lightweight, impact-resistant bumpers with complex curves at lower tooling costs than injection molding, making it ideal for specialty vehicles, aftermarket accessories, and production runs below 5,000 units.
What thermoplastics are used in cars?
Several thermoplastics are commonly used in automotive manufacturing, each selected for specific performance needs:
- ABS — interior trim and dashboards
- PC/ABS blends — instrument panels and high-heat zones
- TPO — exterior bumpers and body panels (UV and impact resistant)
- HDPE — wheel liners and chemical-resistant components
- Polypropylene — air ducts and living hinges
What products are thermoformed?
In automotive manufacturing, thermoforming produces bumpers, door panels, dashboards, body panels, engine covers, and cargo liners. The process also serves medical device packaging, aerospace interiors, and industrial enclosures — anywhere lightweight, formed plastic parts are needed at moderate volumes.
What does thermoformed mean?
Thermoformed describes a manufacturing process that heats plastic sheets until pliable, then shapes them over a mold using vacuum or pressure, and trims the cooled part to specification. The process creates durable, lightweight plastic components for industrial, automotive, medical, and consumer applications.
What is the 10 10 5 rule for thermoforming?
The 10 10 5 rule isn't a universally standardized thermoforming term — it's sometimes referenced informally to describe wall thickness ratios relative to draw depth, but definitions vary by manufacturer. For automotive parts, wall thickness consistency is governed by draw ratio and mold geometry specific to each design. Your thermoforming manufacturer can provide concrete guidelines for your application.